




产品详情
说明:
JQ.YJL50G为气电立焊用药芯焊丝。焊接工艺性能优良,电弧稳定,飞溅小,易脱渣,焊缝成形美观。采用立向上焊接方法,焊缝一次成形,焊接效率高。
用途:
用于立焊船舶的外壳及各种内部构件、贮罐侧板和桥梁的箱式梁复板、冶金高炉等中厚板的对接焊缝。
熔敷金属化学成分(%)
C | Si | Mn | S | P | Ni | Ti | Mo | |
保证值 | ≤0.18 | ≤0.70 | ≤2.00 | ≤0.030 | ≤0.030 | ≤0.80 | ≤0.05 | ≤0.50 |
例值 | 0.06 | 0.25 | 1.53 | 0.007 | 0.012 | 0.41 | 0.04 | 0.11 |
熔敷金属力学性能
| 试验项目 | Rm(N/mm2) | ReL//Rp0.2(N/mm2) | A(%) | KV2(J) -20℃ |
| 保证值 | ≥520 | ≥390 | ≥20 | ≥40 |
| 例值 | 600 | 490 | 24 | 90 |
焊接试片尺寸
规格(mm) | 试片规格(mm) | 角度(º) | 间隙(mm) | 焊接电流(A) | 焊接电压(V) |
1.6 | 300×100×20 | 22.5 | 5 | 360 | 36 |
参考电流 (DC+)
焊丝直径(mm) | 焊接电流(A) | 焊接电压(V) |
φ1.6 | 320~400 | 32~36 |
气电立焊示意图:
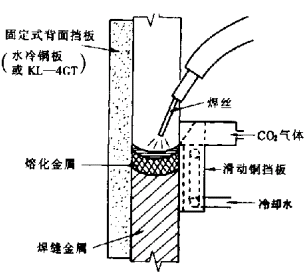
注:参照原样本中图例
