




机器人火焰切割系统的效率高、操作简单,能够实现各种位置的切割和对应各种外形复杂的零件,广泛应用于钢板下料、焊接坡口的切割。主要用于切割各种碳钢和普通低合金钢
机器人介绍
关于火焰切割
火焰切割的定义
是利用可燃气体同氧混合燃烧所产生的火焰分离材料的热切割,又称氧气切割或气割。切割时,火焰在起割点将材料预热到燃点,然后喷射氧气流,使金属材料剧烈氧化燃烧,生成的氧化物熔渣被气流吹除,形成切口。
火焰切割的原理
是利用可燃气体与氧气混合燃烧的火焰热能将工件切割处预热到一定温度后,喷出高速切割氧流,使金属剧烈氧化并放出热量,利用切割氧流把熔化状态的金属氧化物吹掉,而实现切割的方法。金属的气割过程实质是铁在纯氧中的燃烧过程,而不是熔化过程。
常用气体
火焰切割用的氧纯度应大于99%;可燃气体一般用乙炔气,也可用石油气、天然气或煤气。用乙炔气的切割效率最高,质量较好,但成本较高。
标准火焰切割机器人系统
机器人火焰切割系统的效率高、操作简单,能够实现各种位置的切割和对应各种外形复杂的零件,广泛应用于钢板下料、焊接坡口的切割。主要用于切割各种碳钢和普通低合金钢。
系统构成
系统型号
| 型号 | 适用燃烧气体 | 备注 |
| YA-TY1960 | 丙烷 | 多级气路 |
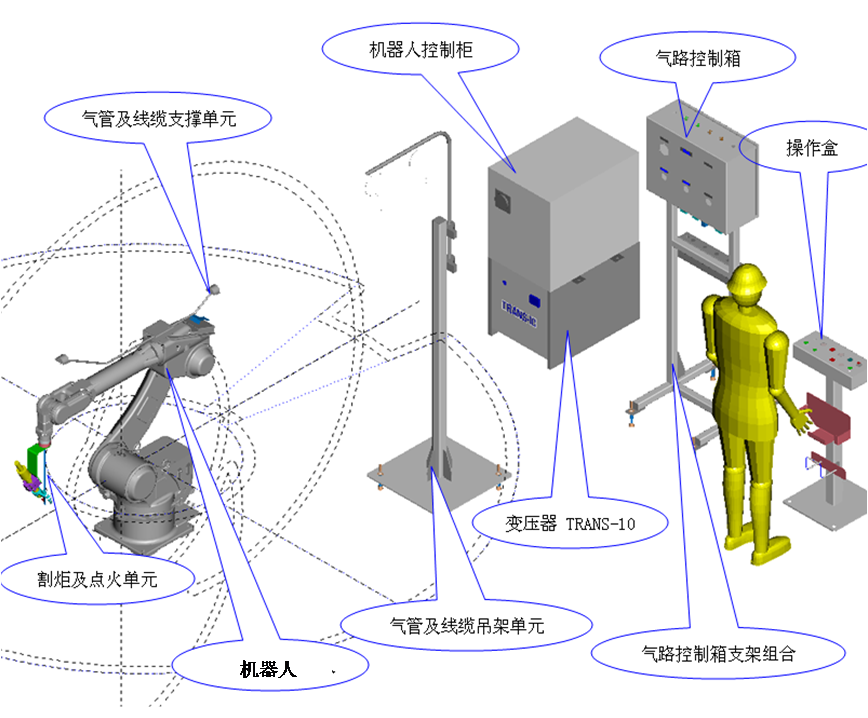
配置构成
| 序号 | 名称 | 型号及规格 | 数量(套) | |
| 1 | 机器人 | 机器人本体 | TL1800 | 1 |
| 机器人控制柜 | -- | 1 | ||
| 机器人示教盒 | -- | 1 | ||
| 2 | 变压器 | TRANS-10 | 1 | |
| 3 | 火焰切割系统 | 气路控制箱箱及气路系统 | YA-TY1960 | 1 |
| 气路控制箱支架组合 | 1 | |||
| 割炬单元 | 1 | |||
| 点火单元 | 1 | |||
| 控制模块安装盒(控制系统集成在机器人控制柜内) | 1 | |||
| 气管及线缆支撑单元 | 1 | |||
| 气管及线缆吊架单元 | 1 | |||
| 操作盒 | 1 | |||
| 4 | 机器人底座 | -- | 1 | |
注:上表中所示为单套工作站所含部品数量
机器人本体
可搭载的机器人本体为TL1800

机器人示教器和控制器
 G3 |  TP |
方便的操作盒
火焰切割系统的控制部分的核心为日本三菱PLC,通过对操作盒输入信号的处理以及和机器人I/O的信号交互,实现对气体截止阀手动/自动的打开与关断控制。

接触传感器(选配)
机器人火焰切割系统可以加载用于寻找割口的接触传感器(选配) ,有效防止新装载工件因为位置“再现性”不好而引起的切割偏差。
功能详述
V型布局坡口切割工作站
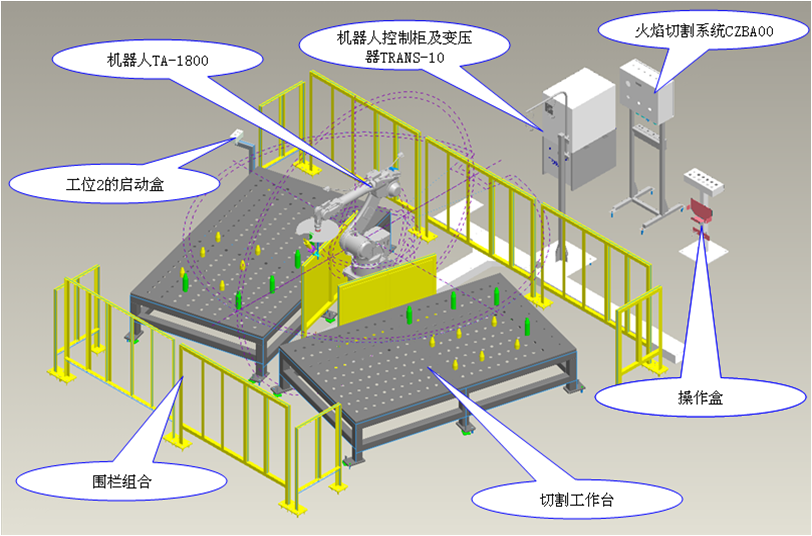
系统组成
本切割系统由松下 TL系列机器人、高压接触触感器、火焰切割系统、切割工作台、接渣小车、操作盒以及安全围栏等构成。 主要切割工件是挖掘机动臂上的侧板。
系统特点
高负载、多自由度、工作范围大、精度高
高负载、多自由度、工作范围大、精度高
用松下TL-G3系列机器人,该机器人末端负载8Kg,具有6个关节自由度,手臂伸展半径超过1800mm,重复定位精度在±0.08mm以内,完全满足火焰切割的需求
功能精确
搭载高级功能
信号交互处理更智能
高端割炬
人性化工作台设计
方便易操作的操作盒
工作流程
双手按下A工位的启动开关,机器人移动到自动点火装置处,发出点火指令,点燃预热火焰先对A工位工件预热。完成预热时间后再次发出点火指令,点燃切割火焰。先对工件进行去除毛边的切割,切割完毕后,变换割炬倾角,对工件进行坡口切割。
启动A工位的程序后,可以在B工位更换切割工件,并按下预约按钮。当A工位切割完毕后,机器人继续执行B工位的切割。
实施效果
工人的劳动条件和强度均得到改善,只需要上下工件和按动按钮即可实现工件的切割
机器人切割的坡口光洁度高,坡口钝边基本一致,并且能够适应多种工件的切割,切割效率高,切割后的工件仅需去简单地除飞刺毛边后即可进行焊接
机器人可连续工作;产品生产周期更加明确,方便了用户安排生产计划。机器人切割系统的应用不仅提高了产品的科技含量,给客户也带来了切实的效益
