



气焊是利用氧气与乙炔混合燃料时的火焰所产生的高热熔化焊丝和焊件,使金属件边缘混合起来,并在冷却后使分开金属形成牢固的接头的方法叫做氧炔焊接,氧炔焊接适用于焊薄钢板、有色金属、生铁铸件以及堆焊硬质合金等,但这种微型焊炬只适用于焊接较薄金属和低温熔化的金属,因此,气焊技术在工业上有它特殊的作用。
一、气焊应用范围:
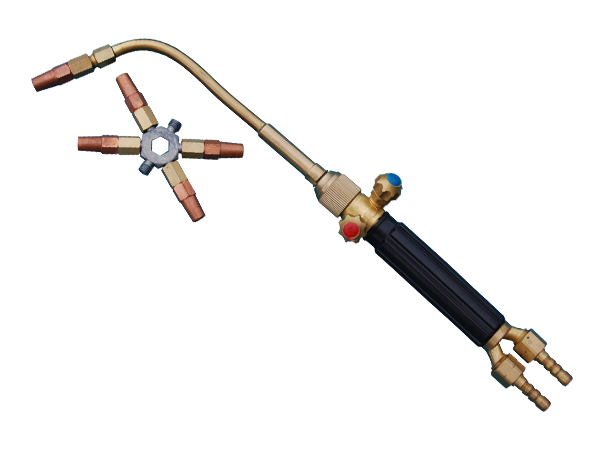
气焊是利用氧气与乙炔混合燃料时的火焰所产生的高热熔化焊丝和焊件,使金属件边缘混合起来,并在冷却后使分开金属形成牢固的接头的方法叫做氧炔焊接,氧炔焊接适用于焊薄钢板、有色金属、生铁铸件以及堆焊硬质合金等,但这种微型焊炬只适用于焊接较薄金属和低温熔化的金属,因此,气焊技术在工业上有它特殊的作用。
二、焊炬技术参数:
| 焊咀 | 焊咀孔径 (mm) | 焰心长度 (mm) | 参考焊接厚度 (mm) | 气体压力(kgf/cm²) | 气体消耗量 | ||
| 氧气 | 乙炔 | 氧气 | 乙炔 | ||||
| 1 | 0.5 | 3.0 | 0.2~0.4 | 1.0 | 0.01~1 | 20~22 | 16~18 |
| 2 | 0.7 | 4.5 | 0.4~0.7 | 1.5 | 0.01~1 | 55~65 | 45~50 |
| 3 | 0.9 | 6.0 | 0.7~1.0 | 2.0 | 0.01~1 | 110~130 | 100~120 |
三、使用前工作步骤:
1.根据焊接工作物的厚度,选择适当的焊咀及前混合管装上中部主体,并拧紧螺母。
2.焊炬使用之前必须检查焊炬各部情况:
先把连接氧气减压器氧气软管套上氧气接头,并要轧紧,使氧气接到焊炬内,先打开乙炔阀,然后
打开氧气阀。用手指按在乙炔接头上,检查乙炔接头上是否有一股吸力,如果有吸力,则表示焊炬
喷射情况正常。如果发现乙炔接头上无吸力,甚至氧气从乙炔接头中倒流出来,则表示焊炬射吸情
况不正常,不能使用,必须修复后使用。
3.焊炬射吸情况检查正常后,把连接乙炔发生器上乙炔软管套上乙炔接头,并要轧紧。
4.焊炬点火时应该先把氧气阀稍稍打开,然后打开乙炔阀,然后点火,点火后立即调节混合火焰,火
焰应具有轮廊显著的核心以及正常的火焰长度,如果火焰不能调节正常或有打炮现象,应拆开射吸
管螺母,检查喷嘴密封程度及与射吸管调节距离是否适合,调整后装好再使用。
5.本焊炬适用于乙炔压力等于或大于0.1kgf/cm²的乙炔发生器上使用。
6.焊炬在停止使用灭火时,应先关乙炔阀,然后关氧气阀,这样可以防止火焰倒袭和烟灰。
四、维护保养和安全技术:
1.焊炬各气体通道,均不得沾染油脂,以防氧气遇油脂燃烧和爆炸。焊嘴配合面和喷嘴配合面不得碰
毛,防止漏气影响使用。
2.焊炬各气体通道均不得漏气,如果有漏气等现象应立即关闭各气阀,经检查调整不漏气后方可使
用。
3.焊炬回火时应立即关闭乙炔阀,再关氧气阀,这样回火就在焊炬内很快熄灭。稍微等一下后,再打
开氧气调节阀,以吹出残余焊炬内的余焰和炭质微粒,然后再使用。
4.焊炬在停止使用,应将焊炬与皮管一起挂起来或放在适当的木箱中,以防尘土及杂质侵入焊炬影响
使用。因此,焊炬应经常擦洗各部位垃圾杂质。
5.焊炬在运输及保管时应轻装轻卸,并放在没有油脂及没有潮湿的地方。
